


在(zài)噪聲控製上要求比(bǐ)較高的場合,我們應該要選用低噪聲通風設備。不同型(xíng)號的通風管道設備,當(dāng)其處於同(tóng)樣的風量以及其風壓下的時(shí)候,對於機翼型葉片(piàn)的離心通風設備來說,它的噪聲上(shàng)會更(gèng)小。
通風管(guǎn)道中的前向板型(xíng)葉片的離心通風設(shè)備,它的噪聲上會更(gèng)大。緊接著,我們其(qí)實也就是要注意到,在可能條件之下,其實也(yě)就是(shì)要注意應該要適當降低(dī)通風管道設備的轉速。
通風設(shè)備(bèi)的(de)旋轉(zhuǎn)噪和與葉輪圓周速度(dù)10次方成一定的比例,對於其(qí)渦流噪聲和葉輪圓周速度6次方(或(huò)者是5次方)成比例。鑒於這一點,我們其實(shí)也就是(shì)可以通過降低轉速來直接的(de)就降低它(tā)的噪聲。就(jiù)這個方法來講,其(qí)實比較直接,同時,也算是比較有(yǒu)效的一(yī)個方法。
對於通風設備的工作點來講的話,應該要接近率點。就同一(yī)型號(hào)的通風設備來講(jiǎng),當其效率上越高,我們其實也(yě)就是會發現(xiàn)它的噪聲情況的話,其實也就(jiù)是會越小。為了使通風設(shè)備的運行工況點,一直的保持在通風設備的率區,我(wǒ)們其實也就是應該盡(jìn)量避免用閥(fá)門進(jìn)行工況(kuàng)上的調(diào)節。







風管質量控製要點如下:
1、風管焊縫嚴禁有燒穿、漏焊和裂紋等缺陷,縱向焊(hàn)縫必須錯開,不得有十字(zì)型拚接縫(féng);
2、風管與法蘭采用(yòng)焊接連接(jiē)時,風管端麵不得(dé)高於法蘭接口平麵;采(cǎi)用點焊固(gù)定連接時,焊點應融合良好,間距不應大於100mm;
3、法蘭與風管應緊貼,不應有穿透的縫隙或孔(kǒng)洞。
4、風管防腐處理時,應在每道漆晾幹(gàn)後方可進行下一道防腐處(chù)理;
5、嚴禁無證人員上崗施焊(hàn)。


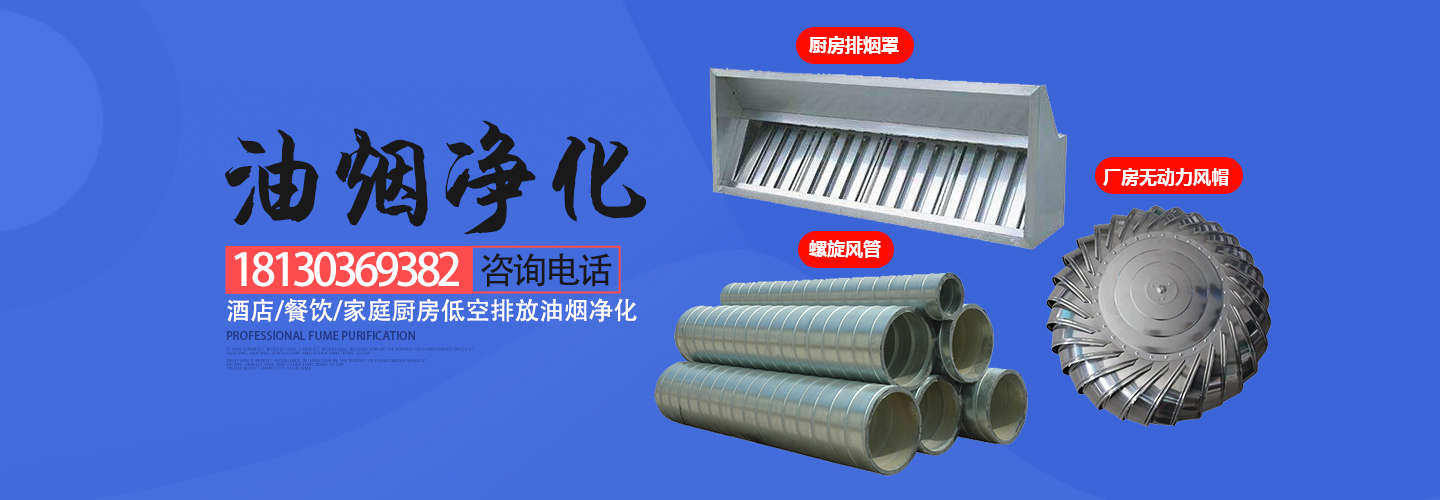
排煙風(fēng)管的作業條件:
(1)集中加工(gōng)應具有寬敞、明亮、潔淨、地麵平整、不潮濕的廠房。
(2)現(xiàn)場分散加工應具有能防雨雪、大風(fēng)及結構牢固的設施。
(3)作業地點要有相應加工(gōng)工藝的(de)基本機具、設施及電源和可靠的安全(quán)防護裝(zhuāng)置,並配有消防器材(cái)。
(4)風管製作應有批準的(de)圖紙、經審查的(de)大樣圖、係統圖,並有施工員的技術質量及安全交底。

您(nín)好,歡(huān)迎(yíng)蒞臨蕪(wú)湖香蕉AV福利精品导航,歡迎谘詢...
 觸屏版(bǎn)二維碼(mǎ) |





