
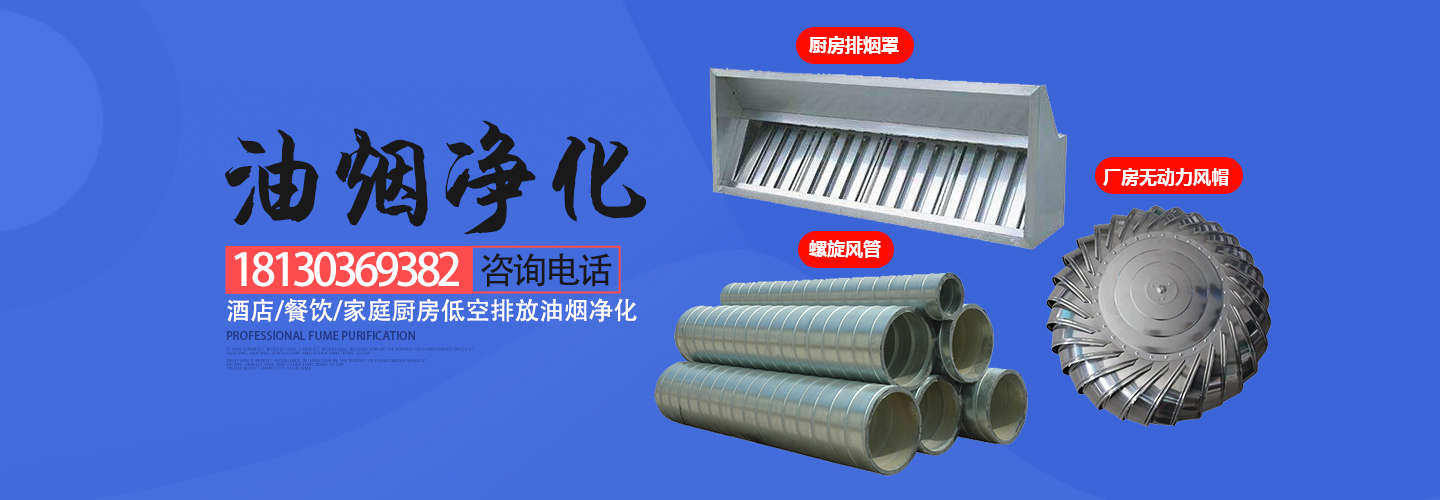


螺旋(xuán)風管是一(yī)種由金屬帶卷成螺旋縫的薄壁管。它是圓的。其主(zhǔ)要特點是:無焊接、無漏氣、無漏水(shuǐ)。它主要(yào)用於送風和散料運輸,而不是傳統的白口鐵管(即手工咬縫(féng)鐵管)。它是(shì)一種風道,不需要用手敲打。
1、送風,包括通風,如新風的供(gòng)應和(hé)排風,覆蓋範圍廣泛,如工廠車間和生(shēng)產現場。由於有害氣體的產生,有必要將室外空氣排放到室內,並將室(shì)外空氣輸送到(dào)室內。
2、供冷。常見的是中央空調管(guǎn)道(dào),它(tā)需要保溫材料。
3、排煙。賓館、飯店和賓館的廚房都有大量的油煙,需要排放。使用的圓形風管是油煙(yān)筒。
4、除塵。在一些工廠,車間裏有(yǒu)很多灰塵(chén),需要特殊的除塵設備。螺旋風管適用於風量較大的管道。
5、散料運輸。在一些工(gōng)廠的生產過程(chéng)中,需要運輸鬆散的顆粒,特別是(shì)比例較(jiào)小(xiǎo)的顆粒,如(rú)泡沫塑料顆粒,采用螺旋風管(guǎn),成本低,效果好。
通風管(guǎn)道:
1、獨特的設(shè)計:在通風管道的開口上安裝煙氣止回閥和防火隔離門,有效防止交叉氣味和交叉火災。
2、造價低:與傳統磚砌通風管道相比,通風管道(dào)可節約約40%的工程造價。
3、柔性設計:通風管道加工可根據預留孔的大小(xiǎo)隨(suí)時調整管道的(de)尺寸。
4、高質量、高強度:螺(luó)旋風管與傳統(tǒng)的磚風道相比,菱鎂礦風道重量輕、強度高,可大大降低建築(zhù)物(wù)的承載能力。







焊(hàn)接螺旋風(fēng)管需要(yào)注意的問題:
1、焊前準備
(1)根據(jù)板厚形式,采用機械加(jiā)工、等離子孤切割或碳弧氣刨等方法(fǎ)下料加工坡口,為了避免飛濺金屬損傷,在使用碳弧氣刨和開坡口和手工電弧焊接時(shí),應在坡口(kǒu)兩側塗(tú)上石灰粉。
(2)坡口形式宜采用(yòng)V 形坡口,要采用較小的焊(hàn)接電流,這樣可以防(fáng)止不鏽鋼產(chǎn)生晶間腐蝕。
(3)為(wéi)了滿足接頭具有(yǒu)相同的性能,應遵循“等成分”原則來選擇焊接材料,同時要注意接頭中的鐵素體(tǐ)不能太多,這樣是為了增強接頭抗熱裂紋和(hé)晶間腐蝕能力。
(4)應采用嚴(yán)格的定位焊,遵循“短而(ér)厚”、“點焊不焊透”的原則(zé)。
2、焊接技術要求
(1)手工電弧焊時(shí)焊機應采用直流反接,亞弧焊時應采用直流正接。
(2)在焊接前,應將(jiāng)焊(hàn)絲用不(bú)鏽鋼絲刷掉表麵的氧化皮,並用(yòng)丙同清洗,然後進行烘幹,隨取(qǔ)隨用。
(3)打底焊時焊縫厚度應盡量薄(báo),這樣利於與根部熔合良好;收弧時要成緩坡形,如有收弧縮孔,應用磨光機磨掉。必須在坡口內引弧熄弧,熄弧時應填滿弧坑(kēng),防止弧坑裂紋。
(4)為了防止碳化物析出敏化及(jí)晶間腐蝕,應嚴格控製層間溫度和(hé)焊後冷卻速度,所以(yǐ)要(yào)求焊接時層間溫度控製(zhì)在60℃ 以下。
(5)在施焊時盡量使用弧焊搖把(bǎ)技術,該技術能很好的控製焊層表麵顏(yán)色以及成形,焊(hàn)接效果比較理想。


雖然都經常采用鍍鋅鐵皮製(zhì)作,排煙風管要求耐高溫,對(duì)防火要求更高;建(jiàn)築設(shè)計中,排煙風管的(de)鍍鋅鐵皮的厚度是按照高壓(yā)的(de)標準選用的,一般(bān)通風係統是(shì)按照中低壓係統選用的;如果不是空調係統的風管,一般不需(xū)要保溫,排煙風管如果是室內安裝(zhuāng),一般要做隔熱處理。
就管道講本身都是管道,但從名稱和作用上來說,就可以看出差別。通風起換氣作用保持(chí)室內空氣(qì)通暢,所以就是為房(fáng)間或設備送風排風的管道。排煙管道是(shì)專門供煙氣排放的管道。


您好,歡迎蒞臨蕪(wú)湖香蕉AV福利精品导航,歡迎谘詢...
 觸屏版二維碼 |





